

በግንባታ ላይ ጥቅም ላይ የሚውሉት የአሉሚኒየም መገለጫዎች የሰፈራ ዘዴዎች በአጠቃላይ አሰፋፈርን እና የቲዎሬቲካል አሰፋፈርን ያካትታሉ. የክብደት አሰላለፍ የአሉሚኒየም ፕሮፋይል ምርቶችን፣የማሸጊያ ቁሳቁሶችን ጨምሮ፣እና ክፍያውን በቶን በተጨመረው ትክክለኛ ክብደት ላይ በመመስረት መመዘን ያካትታል። የንድፈ ሃሳቡ ሰፈራ የመገለጫዎቹን የንድፈ ሃሳብ ክብደት በአንድ ቶን ዋጋ በማባዛት ይሰላል።
በሚዛን ሰፈራ ወቅት፣ በትክክለኛው የተመዘነ ክብደት እና በንድፈ ሀሳብ በሚሰላው ክብደት መካከል ልዩነት አለ። ለዚህ ልዩነት በርካታ ምክንያቶች አሉ. ይህ መጣጥፍ በዋናነት በሶስት ምክንያቶች የተከሰቱትን የክብደት ልዩነቶች ይተነትናል፡ የአሉሚኒየም መገለጫዎች የመሠረታዊ ቁሳቁስ ውፍረት ልዩነቶች፣ የገጽታ አያያዝ ንብርብሮች ልዩነት እና የማሸጊያ እቃዎች ልዩነቶች። ይህ ጽሑፍ ልዩነቶችን ለመቀነስ እነዚህን ነገሮች እንዴት መቆጣጠር እንደሚቻል ያብራራል።
መሠረት ቁሳዊ ውፍረት ውስጥ ልዩነቶች ምክንያት 1.Wight ልዩነቶች
በእውነተኛው ውፍረት እና በመገለጫዎቹ የንድፈ-ሃሳባዊ ውፍረት መካከል ልዩነቶች አሉ, በዚህም ምክንያት በተመጣጣኝ ክብደት እና በንድፈ-ሃሳባዊ ክብደት መካከል ልዩነቶች አሉ.
1.1 ውፍረት ባለው ልዩነት ላይ የተመሰረተ የክብደት ስሌት
በቻይንኛ ደረጃ GB/T5237.1 መሠረት ከ 100 ሚሊ ሜትር ያልበለጠ ውጫዊ ክብ እና ከ 3.0 ሚሜ ያነሰ ውፍረት ያለው መገለጫዎች ከፍተኛ ትክክለኛነት ያለው ልዩነት ± 0.13 ሚሜ ነው. የ 1.4 ሚሜ ውፍረት ያለው የመስኮት ፍሬም መገለጫን እንደ ምሳሌ በመውሰድ የቲዎሬቲካል ክብደት በአንድ ሜትር 1.038 ኪ.ግ / ሜትር ነው. በ 0.13 ሚሜ አወንታዊ ልዩነት, ክብደቱ በአንድ ሜትር 1.093 ኪ.ግ / ሜትር ነው, ልዩነት 0.055kg / m. ከ 0.13 ሚሜ አሉታዊ ልዩነት ጋር, ክብደቱ በአንድ ሜትር 0.982 ኪ.ግ / ሜትር ነው, የ 0.056 ኪ.ግ / ሜትር ልዩነት. ለ 963 ሜትሮች ስሌት, በቶን 53 ኪ.ግ ልዩነት አለ, ምስል 1 ይመልከቱ.
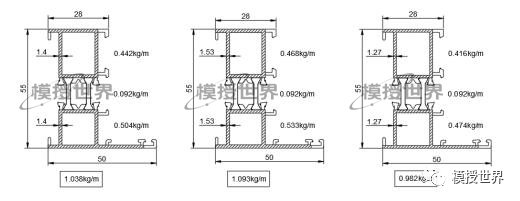
ስዕሉ የ 1.4 ሚሜ የስም ውፍረት ክፍል ውፍረት ልዩነትን ብቻ እንደሚመለከት ልብ ሊባል ይገባል። ሁሉም ውፍረት ልዩነቶች ግምት ውስጥ ከገቡ, በክብደቱ ክብደት እና በቲዎሬቲክ ክብደት መካከል ያለው ልዩነት 0.13 / 1.4 * 1000 = 93 ኪ.ግ. በአሉሚኒየም መገለጫዎች የመሠረት ቁሳቁስ ውፍረት ውስጥ ልዩነቶች መኖራቸው በሚዛን ክብደት እና በንድፈ ክብደት መካከል ያለውን ልዩነት ይወስናል። ትክክለኛው ውፍረት ወደ ቲዎሪቲካል ውፍረት በቀረበ መጠን የክብደቱ ክብደት ወደ ንድፈ-ሃሳባዊ ክብደት ቅርብ ነው. የአሉሚኒየም መገለጫዎች በሚመረቱበት ጊዜ ውፍረቱ ቀስ በቀስ ይጨምራል. በሌላ አነጋገር፣ በተመሳሳይ የሻጋታ ስብስብ የሚመረቱ ምርቶች የሚመዘኑት ክብደት ከቲዎሬቲካል ክብደት ቀለለ ይጀምራል፣ ከዚያም ተመሳሳይ ይሆናል፣ እና በኋላ ከቲዎሬቲካል ክብደት የበለጠ ክብደት ይኖረዋል።
1.2 ልዩነቶችን ለመቆጣጠር ዘዴዎች
የአሉሚኒየም ፕሮፋይል ቅርጻ ቅርጾችን ጥራት በአንድ ሜትር ሜትር ክብደት ለመቆጣጠር መሠረታዊ ነገር ነው. በመጀመሪያ ደረጃ, በ 0.05 ሚሜ ክልል ውስጥ በትክክል በመቆጣጠር, የውጤቱ ውፍረት መስፈርቶቹን የሚያሟላ መሆኑን ለማረጋገጥ የሻጋታዎችን የስራ ቀበቶ እና የማቀነባበሪያ ልኬቶችን በጥብቅ መቆጣጠር ያስፈልጋል. በሁለተኛ ደረጃ, የማምረት ሂደቱን በትክክል በመቆጣጠር እና ከተወሰኑ የሻጋታ ማለፊያዎች በኋላ ጥገናን በማካሄድ, በተቀመጠው መሰረት መቆጣጠር ያስፈልጋል. በተጨማሪም ሻጋታዎቹ የሥራውን ቀበቶ ጥንካሬ ለመጨመር እና የክብደት መጨመርን ለመቀነስ የኒትሪዲንግ ህክምና ሊደረግላቸው ይችላል.
ለተለያዩ የግድግዳ ውፍረት መስፈርቶች 2.ቲዎሬቲካል ክብደት
የአሉሚኒየም መገለጫዎች ግድግዳ ውፍረት መቻቻል አለው, እና የተለያዩ ደንበኞች ለምርቱ ግድግዳ ውፍረት የተለያዩ መስፈርቶች አሏቸው. በግድግዳው ውፍረት መቻቻል መስፈርቶች, የቲዮሬቲክ ክብደት ይለያያል. በአጠቃላይ አወንታዊ ልዩነት ብቻ ወይም አሉታዊ ልዩነት ብቻ እንዲኖረው ያስፈልጋል።
2.1 ለአዎንታዊ መዛባት ቲዎሬቲካል ክብደት
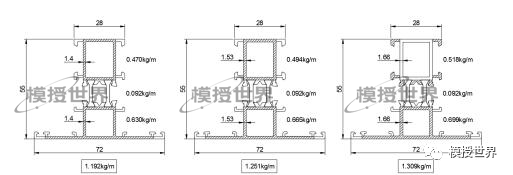
በግድግዳ ውፍረት ላይ አወንታዊ ልዩነት ላላቸው የአሉሚኒየም መገለጫዎች የመሠረቱ ቁሳቁስ ወሳኝ የመሸከምያ ቦታ የሚለካው የግድግዳ ውፍረት ከ 1.4 ሚሜ ወይም 2.0 ሚሜ ያነሰ መሆን የለበትም። በአዎንታዊ መቻቻል የንድፈ-ሃሳባዊ ክብደት ስሌት ዘዴ የግድግዳው ውፍረት መሃል ላይ ያለውን ልዩነት ንድፍ ማውጣት እና ክብደቱን በአንድ ሜትር ማስላት ነው። ለምሳሌ, ለፕሮፋይል 1.4 ሚሜ ግድግዳ ውፍረት እና 0.26 ሚሜ አወንታዊ መቻቻል (የ 0 ሚሜ አሉታዊ መቻቻል), በማዕከላዊው ልዩነት ላይ ያለው ግድግዳ ውፍረት 1.53 ሚሜ ነው. የዚህ መገለጫ ክብደት በአንድ ሜትር 1.251 ኪ.ግ / ሜትር ነው. ለመመዘን ዓላማዎች የንድፈ ሃሳቡ ክብደት በ 1.251 ኪ.ግ / ሜትር መሰረት ሊሰላ ይገባል. የመገለጫው ግድግዳ ውፍረት -0 ሚሜ ሲሆን ክብደቱ በአንድ ሜትር 1.192 ኪ.ግ / ሜትር ሲሆን + 0.26 ሚሜ ሲሆን ክብደቱ በአንድ ሜትር 1.309 ኪ.ግ / ሜትር ነው, ምስል 2 ይመልከቱ.
በ 1.53 ሚሜ ግድግዳ ውፍረት ላይ በመመርኮዝ, የ 1.4 ሚሜ ክፍል ብቻ ወደ ከፍተኛው ልዩነት (Z-max diation) ከጨመረ, በ Z-max አዎንታዊ ልዩነት እና በማዕከላዊው ግድግዳ ውፍረት መካከል ያለው የክብደት ልዩነት (1.309 - 1.251) * 1000 = 58kg. ሁሉም የግድግዳ ውፍረት በ Z-max ልዩነት (ይህ በጣም የማይመስል ከሆነ) ከሆነ, የክብደት ልዩነት 0.13 / 1.53 * 1000 = 85kg ይሆናል.
2.2 ለአሉታዊ መዛባት ቲዎሬቲካል ክብደት
ለአሉሚኒየም መገለጫዎች, የግድግዳው ውፍረት ከተጠቀሰው እሴት መብለጥ የለበትም, ይህ ማለት በግድግዳ ውፍረት ላይ አሉታዊ መቻቻል ማለት ነው. በዚህ ጉዳይ ላይ ያለው የንድፈ ሃሳብ ክብደት ከአሉታዊው ልዩነት ግማሽ ያህል ሊሰላ ይገባል. ለምሳሌ, 1.4 ሚሜ ግድግዳ ውፍረት እና አሉታዊ 0.26 ሚሜ (0mm አዎንታዊ መቻቻል) ጋር መገለጫ, የንድፈ ክብደት መቻቻል ግማሽ ላይ የተመሠረተ ይሰላል (-0.13mm), ምስል 3 ይመልከቱ.
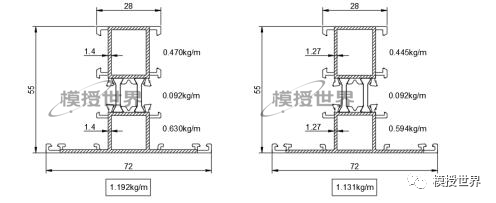
በ 1.4 ሚሜ ግድግዳ ውፍረት, ክብደቱ በአንድ ሜትር 1.192 ኪ.ግ / ሜትር, በ 1.27 ሚሜ ግድግዳ ውፍረት, ክብደቱ በአንድ ሜትር 1.131 ኪ.ግ / ሜትር ነው. በሁለቱ መካከል ያለው ልዩነት 0.061 ኪ.ግ / ሜትር ነው. የምርቱ ርዝመት እንደ አንድ ቶን (838 ሜትር) ከተሰላ የክብደት ልዩነት 0.061 * 838 = 51 ኪ.ግ.
2.3 የተለያየ የግድግዳ ውፍረት ያለው የክብደት ስሌት ዘዴ
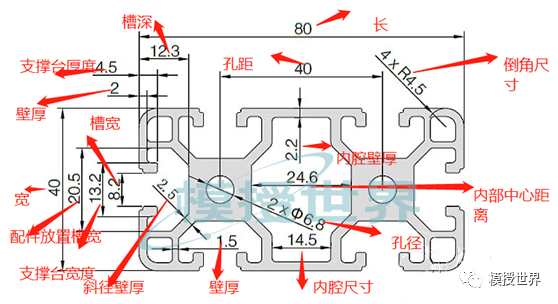
ከላይ ካለው ሥዕላዊ መግለጫዎች መረዳት የሚቻለው ይህ ጽሑፍ በሁሉም ክፍሎች ላይ ከመተግበር ይልቅ የተለያዩ የግድግዳ ውፍረት ሲሰላ የስም ግድግዳ ውፍረት መጨመር ወይም መቀነስ እንደሚጠቀም ነው። በሥዕላዊ መግለጫው ላይ በሰያፍ መስመሮች የተሞሉ ቦታዎች የስመ ግድግዳ ውፍረት 1.4 ሚሜ ሲሆን ሌሎች ቦታዎች ደግሞ ከተግባራዊ ክፍተቶች እና ክንፎች ግድግዳ ውፍረት ጋር ይዛመዳሉ ይህም በጂቢ/T8478 መስፈርት መሰረት ከስመ ግድግዳ ውፍረት ይለያል። ስለዚህ, ግድግዳውን በሚያስተካክሉበት ጊዜ, ትኩረቱ በዋናነት በስም ግድግዳ ላይ ነው.
ቁሳቁስ በሚወገድበት ጊዜ የሻጋታው ግድግዳ ውፍረት ልዩነት ላይ በመመርኮዝ ፣ ሁሉም አዲስ የተሰሩ ሻጋታዎች የግድግዳ ውፍረት አሉታዊ ልዩነት እንዳላቸው ይስተዋላል። ስለዚህ, በስመ ግድግዳ ውፍረት ላይ ያሉትን ለውጦች ብቻ ግምት ውስጥ በማስገባት በክብደት ክብደት እና በንድፈ-ሃሳባዊ ክብደት መካከል የበለጠ ጥንቃቄ የተሞላበት ንፅፅር ያቀርባል. በስም ባልሆኑ ቦታዎች ላይ ያለው የግድግዳ ውፍረት ይለወጣል እና በገደብ ልዩነት ውስጥ ባለው ተመጣጣኝ ግድግዳ ውፍረት ላይ ተመስርቶ ሊሰላ ይችላል.
ለምሳሌ የመስኮት እና የበር ምርት በ 1.4 ሚሜ የመጠሪያ ግድግዳ ውፍረት, ክብደቱ በአንድ ሜትር 1.192 ኪ.ግ / ሜትር ነው. ለ 1.53 ሚሜ ግድግዳ ውፍረት በአንድ ሜትር ክብደት ለማስላት, ተመጣጣኝ ስሌት ዘዴ 1.192 / 1.4 * 1.53 ይተገበራል, በዚህም ምክንያት በአንድ ሜትር 1.303 ኪ.ግ / ሜትር. በተመሳሳይም ለ 1.27 ሚሜ ግድግዳ ውፍረት በአንድ ሜትር ክብደት 1.192 / 1.4 * 1.27 ይሰላል, በዚህም ምክንያት በአንድ ሜትር 1.081 ኪ.ግ / ሜትር. ተመሳሳይ ዘዴ በሌሎች የግድግዳ ግድግዳዎች ላይ ሊተገበር ይችላል.
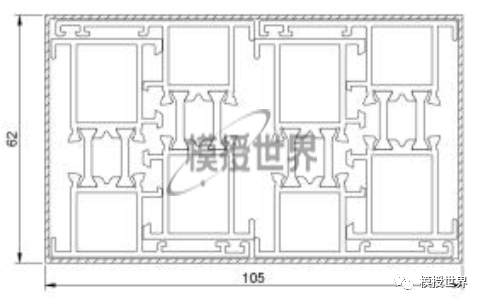
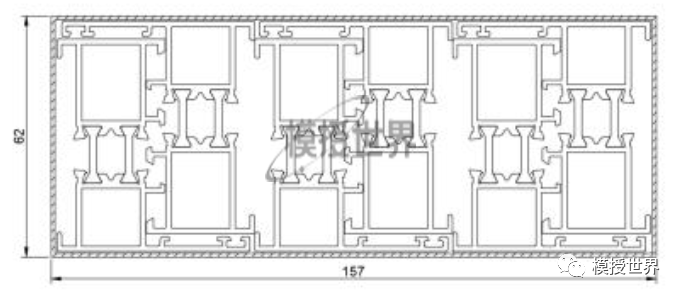
በ 1.4 ሚሜ ግድግዳ ውፍረት ሁኔታ ላይ በመመርኮዝ ሁሉም የግድግዳ ውፍረት ሲስተካከል በክብደት ክብደት እና በንድፈ-ሃሳባዊ ክብደት መካከል ያለው የክብደት ልዩነት በግምት ከ 7% እስከ 9% ነው. ለምሳሌ፣ በሚከተለው ንድፍ ላይ እንደሚታየው፡-
በ Surface Treatment የንብርብር ውፍረት ምክንያት የሚፈጠር 3.የክብደት ልዩነት
በግንባታ ላይ ጥቅም ላይ የሚውሉት የአሉሚኒየም መገለጫዎች በተለምዶ በኦክሳይድ ፣ በኤሌክትሮፊዮርስስ ፣ በመርጨት ሽፋን ፣ በፍሎሮካርቦን እና በሌሎች ዘዴዎች ይታከማሉ። የሕክምናው ንብርብሮች መጨመር የመገለጫዎችን ክብደት ይጨምራል.
3.1 የክብደት መጨመር በኦክሳይድ እና በኤሌክትሮፊዮሬሲስ መገለጫዎች ውስጥ
ከ 10μm እስከ 25μm ውፍረት ያለው የኦክሳይድ ፊልም እና የተቀናጀ ፊልም (ኦክሳይድ ፊልም እና ኤሌክትሮፊዮሬቲክ ቀለም ፊልም) ሽፋን ከ 10μm እስከ 25μm ያለው የኦክሳይድ እና የኤሌክትሮፊዮራይዝስ ንጣፍ ሕክምና ከተፈጠረ በኋላ። የገጽታ ማከሚያ ፊልም ክብደትን ይጨምራል, ነገር ግን የአሉሚኒየም መገለጫዎች በቅድመ-ህክምና ሂደት ውስጥ የተወሰነ ክብደት ይቀንሳሉ. የክብደት መጨመር ጉልህ አይደለም, ስለዚህ ከኦክሳይድ እና ኤሌክትሮፊዮራይዝስ ሕክምና በኋላ ያለው የክብደት ለውጥ በአጠቃላይ እዚህ ግባ የሚባል አይደለም. አብዛኛዎቹ የአሉሚኒየም አምራቾች ክብደት ሳይጨምሩ መገለጫዎቹን ያካሂዳሉ።
3.2 የክብደት መጨመር በመርጨት ሽፋን መገለጫዎች ውስጥ
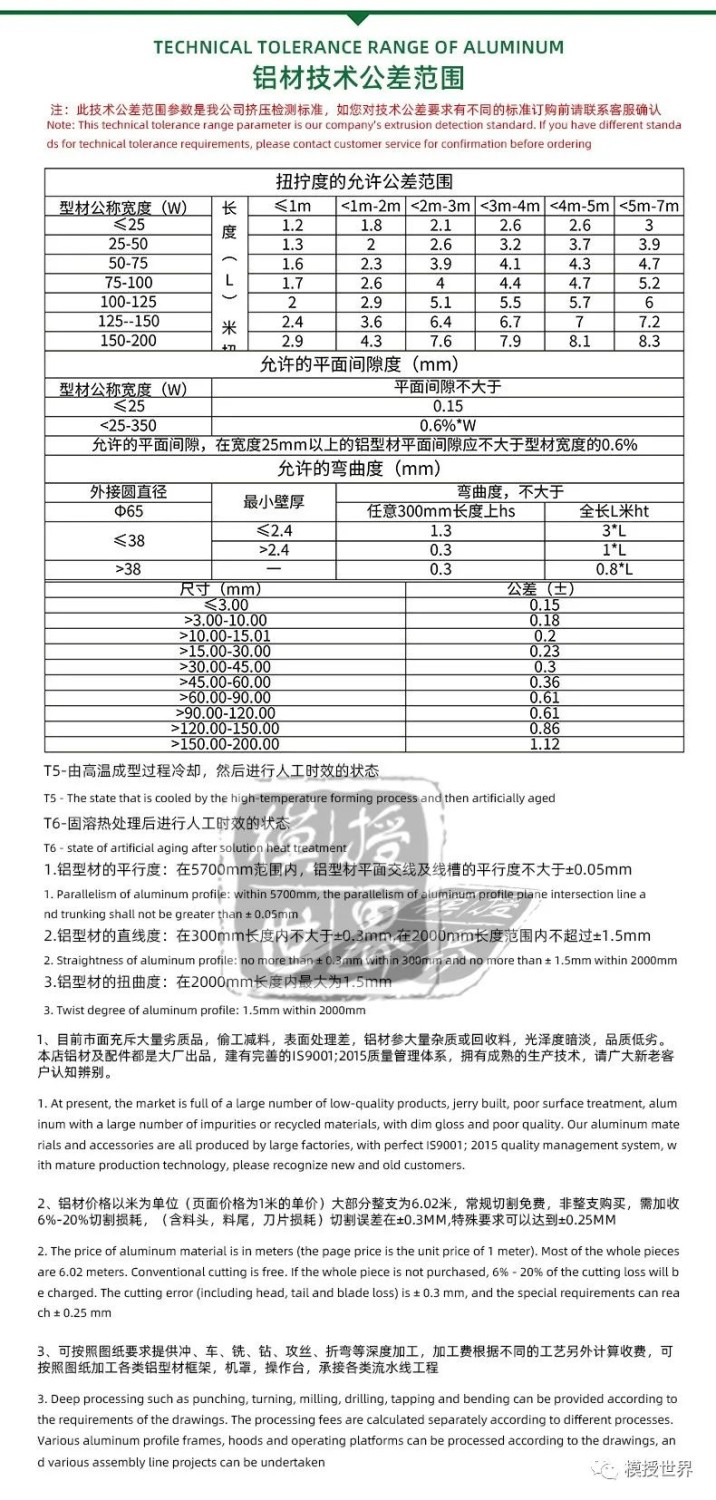
በመርጨት የተሸፈኑ መገለጫዎች ከ 40μm ያላነሰ ውፍረት ያለው የዱቄት ሽፋን ንጣፍ አላቸው. የዱቄት ሽፋን ክብደት እንደ ውፍረት ይለያያል. ብሄራዊ ደረጃው ከ60μm እስከ 120μm ውፍረትን ይመክራል። ለተመሳሳይ የፊልም ውፍረት የተለያዩ አይነት የዱቄት ሽፋኖች የተለያየ ክብደት አላቸው. በጅምላ ለተመረቱ እንደ የመስኮት ፍሬሞች፣የመስኮት ሙሊየኖች እና የመስኮት መከለያዎች አንድ ነጠላ የፊልም ውፍረት በዳርቻው ላይ ይረጫል እና የዳርቻው ርዝመት መረጃ በስእል 4 ይታያል። የመገለጫዎቹ ሽፋን ከተረጨ በኋላ ያለው የክብደት መጨመር በሰንጠረዥ 1 ይገኛል።
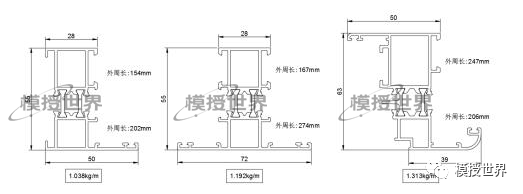
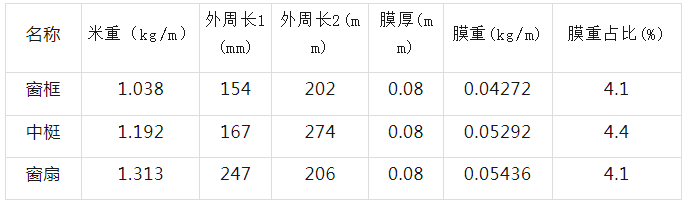
በሰንጠረዡ ውስጥ ባለው መረጃ መሰረት, በሮች እና የመስኮቶች መገለጫዎች ከተረጨ በኋላ የክብደት መጨመር ከ 4% እስከ 5% ይደርሳል. ለአንድ ቶን መገለጫዎች በግምት ከ 40 ኪ.ግ እስከ 50 ኪ.ግ.
3.3 የክብደት መጨመር በፍሎሮካርቦን ቀለም የሚረጭ ሽፋን መገለጫዎች
በፍሎሮካርቦን ቀለም የሚረጩ መገለጫዎች ላይ ያለው አማካይ ውፍረት ከ 30μm ያላነሰ ለሁለት ሽፋኖች 40μm ለሶስት ሽፋኖች እና 65μm ለአራት ሽፋኖች። አብዛኛዎቹ የፍሎሮካርቦን ቀለም የሚረጩ ምርቶች ሁለት ወይም ሶስት ሽፋኖችን ይጠቀማሉ. በተለያዩ የፍሎሮካርቦን ቀለም ዓይነቶች ምክንያት, ከታከመ በኋላ ያለው ጥንካሬም ይለያያል. የተለመደው የፍሎሮካርቦን ቀለምን እንደ ምሳሌ በመውሰድ የክብደት መጨመር በሚከተለው ሠንጠረዥ 2 ውስጥ ሊታይ ይችላል.
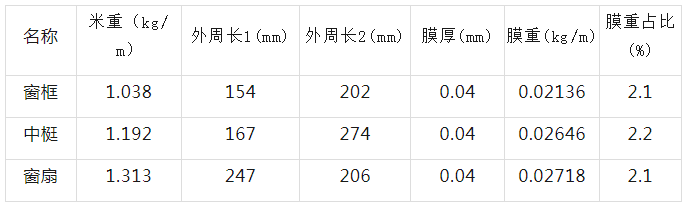
በሰንጠረዡ ላይ ባለው መረጃ መሰረት የክብደት መጨመር በሮች እና የመስኮቶች መገለጫዎች ከፍሎሮካርቦን ቀለም ጋር ከ 2.0% እስከ 3.0% የሚሆነውን ሽፋን ከተረጨ በኋላ ይጨምራል. ለአንድ ቶን መገለጫዎች በግምት ከ 20 ኪሎ ግራም እስከ 30 ኪ.ግ.
3.4 በዱቄት እና በፍሎሮካርቦን ቀለም የሚረጭ ሽፋን ምርቶች ውስጥ የገጽታ ሕክምና ንብርብር ውፍረት ቁጥጥር
በዱቄት እና በፍሎሮካርቦን ቀለም በተሸፈኑ ምርቶች ውስጥ ያለው የሽፋን ንብርብር ቁጥጥር በምርት ውስጥ ቁልፍ የሂደት መቆጣጠሪያ ነጥብ ነው ፣ በዋነኝነት የሚረጭውን የዱቄት ወይም የቀለም ርጭት መረጋጋት እና ተመሳሳይነት በመቆጣጠር የቀለም ፊልም አንድ ወጥ ውፍረት ያረጋግጣል። በእውነተኛው ምርት ውስጥ ፣ የሽፋኑ ንብርብር ከመጠን በላይ ውፍረት ለሁለተኛ ደረጃ የሚረጭ ሽፋን አንዱ ምክንያት ነው። ምንም እንኳን መሬቱ የተወለወለ ቢሆንም, የሚረጨው ሽፋን ንብርብር አሁንም ከመጠን በላይ ወፍራም ሊሆን ይችላል. አምራቾች የመርጨት ሽፋን ሂደትን መቆጣጠርን ማጠናከር እና የመርጨት ሽፋን ውፍረት ማረጋገጥ አለባቸው.
በማሸጊያ ዘዴዎች ምክንያት የሚፈጠር 4.የክብደት ልዩነት
የአሉሚኒየም መገለጫዎች ብዙውን ጊዜ በወረቀት መጠቅለያ ወይም በፊልም መጠቅለያዎች የታሸጉ ናቸው, እና የማሸጊያ እቃዎች ክብደት እንደ ማሸጊያ ዘዴው ይለያያል.
4.1 በወረቀት መጠቅለያ ላይ የክብደት መጨመር
ኮንትራቱ ብዙውን ጊዜ የወረቀት ማሸጊያውን የክብደት ገደብ ይገልጻል, በአጠቃላይ ከ 6% አይበልጥም. በሌላ አነጋገር, በአንድ ቶን መገለጫዎች ውስጥ ያለው የወረቀት ክብደት ከ 60 ኪ.ግ መብለጥ የለበትም.
4.2 በሽሪንክ ፊልም መጠቅለያ ላይ የክብደት መጨመር
በፊልም ማሸጊያዎች ምክንያት የክብደት መጨመር በአጠቃላይ 4% አካባቢ ነው. በአንድ ቶን መገለጫዎች ውስጥ ያለው የመቀነስ ፊልም ክብደት ከ 40 ኪ.ግ መብለጥ የለበትም።
4.3 የማሸጊያ ዘይቤ በክብደት ላይ የሚያሳድረው ተጽዕኖ
የመገለጫ ማሸጊያ መርህ መገለጫዎችን ለመጠበቅ እና አያያዝን ማመቻቸት ነው. የአንድ ጥቅል መገለጫዎች ክብደት ከ 15 ኪሎ ግራም እስከ 25 ኪ.ግ. በአንድ ጥቅል የመገለጫዎች ብዛት በማሸጊያው ክብደት መቶኛ ላይ ተጽዕኖ ያሳድራል። ለምሳሌ የመስኮት ፍሬም መገለጫዎች በ 4 ቁርጥራጮች በ 6 ሜትር ርዝመት ውስጥ ሲታሸጉ ክብደቱ 25 ኪሎ ግራም ሲሆን የማሸጊያው ወረቀት ደግሞ 1.5 ኪ.ግ, 6% ሲይዝ, በስእል 5 ላይ ይመልከቱ.
ከላይ ከተጠቀሱት አሃዞች, በጥቅል ውስጥ ያሉ ብዙ መገለጫዎች, የማሸጊያ እቃዎች ክብደት መቶኛ ያነሰ መሆኑን ማየት ይቻላል. በእያንዳንዱ ፓኬጅ ተመሳሳይ የመገለጫዎች ብዛት, የመገለጫዎቹ ክብደት ከፍ ባለ መጠን የማሸጊያ እቃዎች ክብደት መቶኛ ያነሰ ነው. በውሉ ውስጥ የተገለጹትን የክብደት መስፈርቶች ለማሟላት አምራቾች በአንድ ጥቅል ውስጥ የመገለጫዎችን ብዛት እና የማሸጊያ ቁሳቁሶችን መጠን መቆጣጠር ይችላሉ.

መደምደሚያ
ከላይ ባለው ትንታኔ መሰረት በትክክለኛ የመገለጫ ክብደት እና በንድፈ-ሃሳባዊ ክብደት መካከል ልዩነት አለ. በግድግዳው ውፍረት ላይ ያለው ልዩነት ለክብደት መዛባት ዋናው ምክንያት ነው. የላይኛው ህክምና ንብርብር ክብደት በአንጻራዊነት በቀላሉ ቁጥጥር ሊደረግበት ይችላል, እና የማሸጊያ እቃዎች ክብደት መቆጣጠር ይቻላል. በክብደት ክብደት እና በተሰላው ክብደት መካከል በ 7% ውስጥ ያለው የክብደት ልዩነት መደበኛ መስፈርቶችን ያሟላል እና በ 5% ውስጥ ያለው ልዩነት የአምራች አምራቹ ግብ ነው።
በሜይ ጂያንግ ከMAT Aluminum የተስተካከለ
የፖስታ ሰአት፡ ሴፕቴምበር-30-2023



